ChevyParts
My Garage
My Account
Cart
OEM Chevrolet Silverado 2500 CV Joint
CV Joint Axle- Select Vehicle by Model
- Select Vehicle by VIN
Select Vehicle by Model
orMake
Model
Year
Select Vehicle by VIN
For the most accurate results, select vehicle by your VIN (Vehicle Identification Number).
5 CV Joints found

Chevrolet Silverado 2500 C.V. Joint, Front Part Number: 26058362
$249.99 MSRP: $405.72You Save: $155.73 (39%)
Chevrolet Silverado 2500 Inner CV Joint, Front Part Number: 84814583
$80.05 MSRP: $125.40You Save: $45.35 (37%)Ships in 1-3 Business DaysChevrolet Silverado 2500 C.V. Joint, Front Part Number: 22928970
$135.51 MSRP: $215.15You Save: $79.64 (38%)Ships in 1-2 Business Days
Chevrolet Silverado 2500 Inner CV Joint, Front Part Number: 26062617

Chevrolet Silverado 2500 Inner CV Joint, Front Part Number: 15295246
Chevrolet Silverado 2500 CV Joint
Want to cut long-term maintenance and repair costs? Choose OEM CV Joint. Those parts deliver top durability you can trust. On our site, you'll find a huge catalog of genuine Chevrolet Silverado 2500 parts. Prices are unbeatable, so you can keep more in your pocket. Every OEM Chevrolet Silverado 2500 CV Joint includes a manufacturer's warranty. You can also get an easy return policy that keeps buying risk free. Fast delivery, get your car on the road quickly. It's simple to search, compare, and order. Stop guessing about quality or fit. Order today and save with parts that last.
Chevrolet Silverado 2500 CV Joint Parts Questions & Experts Answers
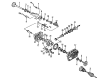
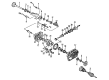
- Q: How to replace the outer CV Joint and seal of the constant velocity joint boot on Chevrolet Silverado 2500?A:In order to replace the outer joint and the seal of the constant velocity joint boot, the following actions need to be followed; starting with the removal of the wheel drive shaft and the wheel drive shaft seal cover if it is present. Exercising caution when using the hand grinder near CV Joint outer race to cut through the swage ring. Cut off the little boot clamp with the side cutters and pull the boot down the halfshaft bar away from the CV Joint outer race. Clean the grease from the face of the CV Joint and find the halfshaft bar retaining snap ring in the inner race. Use j 8059 to spread snap ring ears apart and remove CV Joint and boot from the halfshaft bar, throwing away the old boot. Start by tapping and tilting the CV Joint cage with the help of a brass drift to remove the chrome alloy balls, doing the same process until all six balls are removed from the cage. Pts with inner race 90 degrees to alignment with outer race 29 exit. Rotate the inner race upward to allow the separation from the cage , clean the inner as well as outer race assemblies, the CV Joint cage, as well as the chrome alloy balls using solvent to remove all the old grease as well as contaminants then use a drying procedure. Test for usage and tear and repair any faulty elements. Wipe off the rust over the sealing mounting site of the halfshaft bar with a wire brush. After inspection, check all parts again and lubricate inner and outer race groves with a light coat of grease. Tilt the inner race to cage at 90 degrees and align it to the cage windows before inserting. Install the cage and inner race into the outer race, and use the brass drift to tilt the cage and insert the chrome alloy balls one by one. Pack the CV Joint-boot and assembly with the pre-measured grease from the kit and place the new small boot clamp onto the CV Joint seal, slide the boot on to the halfshaft bar ensuring that the very end of the small boot fits in to the boot turn of the joint.items remedied at week 9. Place the small boot clamp with j35910, breaker bar, torque wrench to 136nmf (100ilis ft), inspection gap dimension of the clamp ear. Distort new swage ring into an oval shape to slide over boot while retaining ring side ofcv joint inner race is faced to the half shaft bar before sliding CV Joint on to half shaft bar until retaining snap ring engages. Check the engagement by tugging at CV Joint and slide on the large diameter of the CV Joint boot onto the CV Joint outer race. In order to tighten the boot installation nicely, for 1500 models you can use j 36652-1 or j 36652-2 for 2500 and 3500 models, fasten the base to a vise. Position the CV Joint end of the halfshaft assembly in the tool aligning the CV Joint boot , assembly , swage ring . Apply the top half of the tool onto the assembly, match the swage ring, and tighten the bolts in an alternating manner until snug. Loosen the bolts and remove the halfshaft assembly from the tool and then install the wheel drive shaft seal cover if necessary and the wheel drive shaft.

Related Chevrolet Silverado 2500 Parts
 Chevrolet Silverado 2500 4WD Actuator
Chevrolet Silverado 2500 4WD Actuator Chevrolet Silverado 2500 Axle Shaft
Chevrolet Silverado 2500 Axle Shaft Chevrolet Silverado 2500 Ball Joint
Chevrolet Silverado 2500 Ball Joint Chevrolet Silverado 2500 CV Boot
Chevrolet Silverado 2500 CV Boot Chevrolet Silverado 2500 Coil Spring Insulator
Chevrolet Silverado 2500 Coil Spring Insulator Chevrolet Silverado 2500 Coil Springs
Chevrolet Silverado 2500 Coil Springs Chevrolet Silverado 2500 Drive Shaft
Chevrolet Silverado 2500 Drive Shaft Chevrolet Silverado 2500 Leaf Spring Shackle
Chevrolet Silverado 2500 Leaf Spring Shackle Chevrolet Silverado 2500 Spare Wheel
Chevrolet Silverado 2500 Spare Wheel Chevrolet Silverado 2500 Sway Bar Bracket
Chevrolet Silverado 2500 Sway Bar Bracket Chevrolet Silverado 2500 Sway Bar Bushing
Chevrolet Silverado 2500 Sway Bar Bushing Chevrolet Silverado 2500 Sway Bar Link
Chevrolet Silverado 2500 Sway Bar Link