ChevyParts
My Garage
My Account
Cart
OEM Chevrolet Suburban 2500 CV Joint
CV Joint Axle- Select Vehicle by Model
- Select Vehicle by VIN
Select Vehicle by Model
orMake
Model
Year
Select Vehicle by VIN
For the most accurate results, select vehicle by your VIN (Vehicle Identification Number).
5 CV Joints found

Chevrolet Suburban 2500 C.V. Joint, Front Part Number: 26058362
$249.99 MSRP: $405.72You Save: $155.73 (39%)
Chevrolet Suburban 2500 Inner CV Joint, Front Part Number: 84814583
$80.05 MSRP: $125.40You Save: $45.35 (37%)Ships in 1-3 Business DaysChevrolet Suburban 2500 C.V. Joint, Front Part Number: 22928970
$135.51 MSRP: $215.15You Save: $79.64 (38%)Ships in 1-2 Business Days
Chevrolet Suburban 2500 Inner CV Joint, Front Part Number: 26062617

Chevrolet Suburban 2500 Inner CV Joint, Front Part Number: 15295246
Chevrolet Suburban 2500 CV Joint
Want to cut long-term maintenance and repair costs? Choose OEM CV Joint. Those parts deliver top durability you can trust. On our site, you'll find a huge catalog of genuine Chevrolet Suburban 2500 parts. Prices are unbeatable, so you can keep more in your pocket. Every OEM Chevrolet Suburban 2500 CV Joint includes a manufacturer's warranty. You can also get an easy return policy that keeps buying risk free. Fast delivery, get your car on the road quickly. It's simple to search, compare, and order. Stop guessing about quality or fit. Order today and save with parts that last.
Chevrolet Suburban 2500 CV Joint Parts Questions & Experts Answers
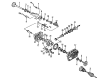
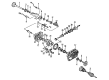
- Q: How to replace the outer CV Joint and seal on the wheel drive shaft on Chevrolet Suburban 2500?A:To replace the wheel drive shaft outer joint and seal start by obtaining tools such as: snap ring pliers (J 8059), seal clamp tool (J 35910), split plate swage clamp(J 36652). Examine the transmission sealing surface for rusting once the wheel drive shaft is taken off, cleaned using 320 grit cloth or equal in rotating movement, and cleaned up with transmission fluid to clear the debris (Stockrahm, P. A. 75). Secure the halfshaft in a vise with protective covers and then carefully grind the hand grinder through the swage ring. Cut the small seal clamp using side cutters and pull the seal down the halfshaft bar away from CV Joint outer race. Remove the grease off the face of the CV Joint and find the halfshaft bar retaining snap ring in the inner race expanding them with the snap ring pliers (J 8059). Remove the existing CV Joint and seal, discarding the old seal (Hint: It might be easier to replace it with another seal). Apply a brass drift to tilt the CV Joint cage and eliminate all the six chrome alloy balls. Clean thoroughly with cleaning solvent all inner and outer assemblies of the races and CV Joint cage and chrome alloy balls, then dry and inspect all parts for wear or damage. Use a light coat of grease at the inner and outer race grooves, align and fit the inner race into the cage, and then into the outer race. Mount the chrome alloy balls, pack the CV Joint seal and assembly with the provided grease, and use the new small seal clamp on the CV Joint seal. Tighten the clamp with the help of the seal clamp tool (J 35910) to 136 nm (100 ft. Lbs.) and verify the gap dimension of the clamp ear. Distort the new swage ring and insert it on the seal allowing space for retaining ring on the CV Joint inner race to face the halfshaft bar during the insertion of the seal onto the bar. Check for engagement, by pulling on the CV Joint, then slide the large diameter of the cv join seal over the cv join outer race. Do this using the split plate swage clamp (J 36652) so that the CV Joint seal is clamped well to allow proper alignment of the seal, assembly, and the swage rings when performing the process. Then you can tighten the bolts of the split plate swage clamp (J 36652) alternately until both halves touch, then loosen the bolts and remove the halfshaft assembly.

Related Chevrolet Suburban 2500 Parts
 Chevrolet Suburban 2500 4WD Actuator
Chevrolet Suburban 2500 4WD Actuator Chevrolet Suburban 2500 Air Suspension Compressor
Chevrolet Suburban 2500 Air Suspension Compressor Chevrolet Suburban 2500 Axle Shaft
Chevrolet Suburban 2500 Axle Shaft Chevrolet Suburban 2500 CV Boot
Chevrolet Suburban 2500 CV Boot Chevrolet Suburban 2500 Drive Shaft
Chevrolet Suburban 2500 Drive Shaft Chevrolet Suburban 2500 Leaf Spring
Chevrolet Suburban 2500 Leaf Spring Chevrolet Suburban 2500 Leaf Spring Plate
Chevrolet Suburban 2500 Leaf Spring Plate Chevrolet Suburban 2500 Leaf Spring Shackle
Chevrolet Suburban 2500 Leaf Spring Shackle Chevrolet Suburban 2500 Ride Height Sensor
Chevrolet Suburban 2500 Ride Height Sensor Chevrolet Suburban 2500 Spare Wheel
Chevrolet Suburban 2500 Spare Wheel Chevrolet Suburban 2500 Suspension Strut Rod
Chevrolet Suburban 2500 Suspension Strut Rod Chevrolet Suburban 2500 Trailing Arm
Chevrolet Suburban 2500 Trailing Arm